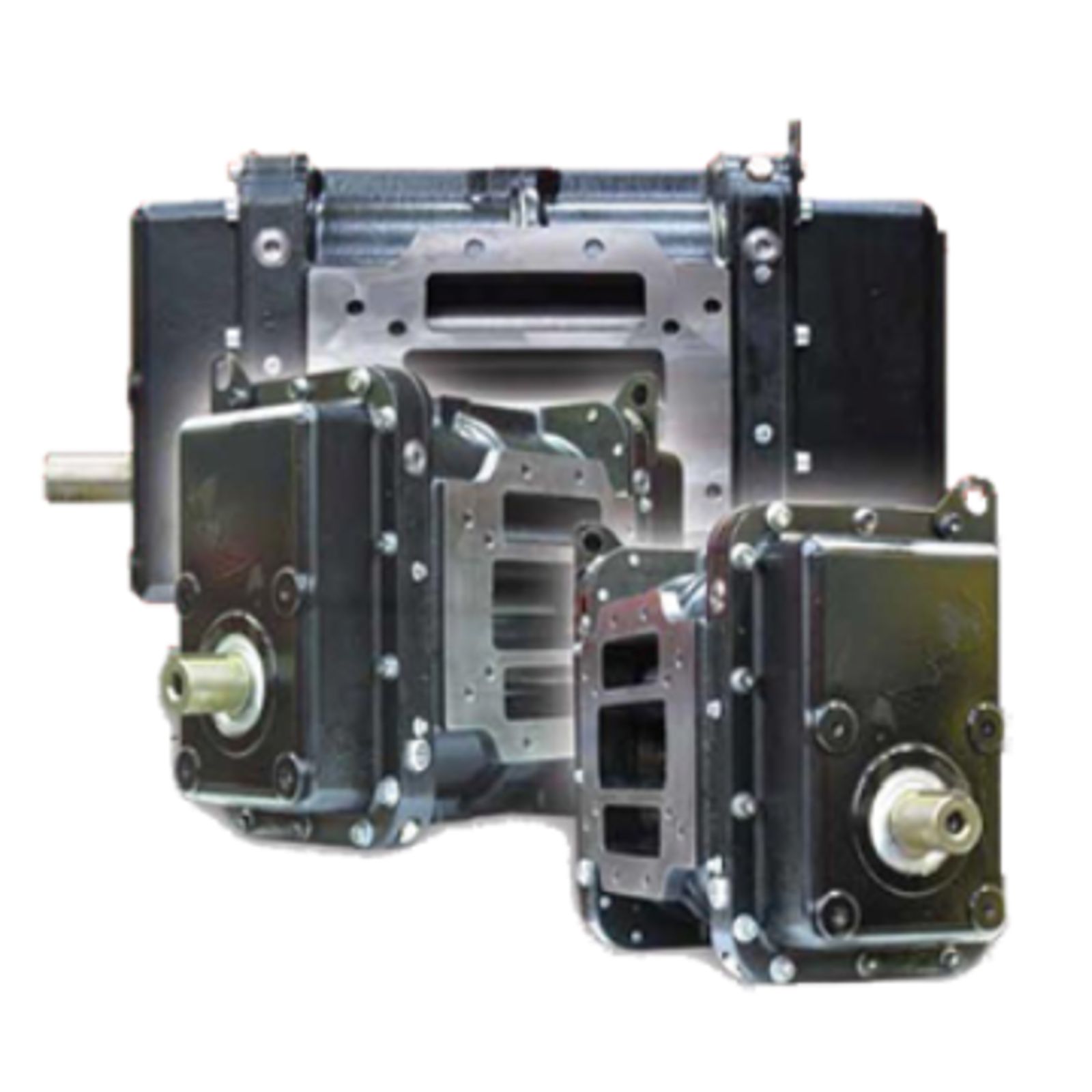



The only vacuum pump on the market that is able to run with the inlet blanked off. Even during a long period, thanks to the sophisticated, proven and efficient air injection system
- High-vacuum capability up to 28” Hg for efficient suction
- Air-cooled, fluid-free design—no water or oil recovery required
- Self-protecting under closed inlet conditions
- Compact and lightweight with best-in-class weight-to-capacity ratio
- Easy to install and maintain, reducing service time and total cost of ownership
- Flexible drive options: V-belt, hydraulic, diesel, electric, or PTO
Ideal For:
- Septic tankers and vacuum trailers
- Industrial and municipal waste management
- Sewer cleaning and sludge recovery
- Hydro excavation and mobile waste systems
- Pneumatic conveying of dry bulk and hazardous materials